


 当前位置:
当前位置:如何用分立器件取代氩弧焊机全自动控制电脑编程板
[09-14 01:26:35] 来源:http://www.88dzw.com 电子制作 阅读:8349次
文章摘要:一台WSM-315(D)IGBT逆变系列精密脉冲氩弧焊机(逆变式直流、脉冲、氩弧/电弧两用焊机,11.5kW、3P、AC380V),2003年购进后,屡有故障,不能受用。最近,经仔细检查发现,该焊机NBO-914电脑程控失灵,电机失控,焊接时不能自动返回,也不能手动停止(被编程板设置)。查起始、终止两处接近开关,有零电位信号输出,同时,对应于NBO-914上的LED闪亮1秒熄灭,但对应端Y13(11#线)无AC220V电压,表明有输入无输出。故而接触器KM1无电不动作,14#、15#线不能接通,电机M未得换向电压,所带焊极只能按原方向(正程)直冲??按急停按钮,01#~03#线接通,测X1端有
如何用分立器件取代氩弧焊机全自动控制电脑编程板,标签:电子小制作,http://www.88dzw.com一台WSM-315(D)IGBT逆变系列精密脉冲氩弧焊机(逆变式直流、脉冲、氩弧/电弧两用焊机,11.5kW、3P、AC380V),2003年购进后,屡有故障,不能受用。
最近,经仔细检查发现,该焊机NBO-914电脑程控失灵,电机失控,焊接时不能自动返回,也不能手动停止(被编程板设置)。查起始、终止两处接近开关,有零电位信号输出,同时,对应于NBO-914上的LED闪亮1秒熄灭,但对应端Y13(11#线)无AC220V电压,表明有输入无输出。故而接触器KM1无电不动作,14#、15#线不能接通,电机M未得换向电压,所带焊极只能按原方向(正程)直冲??按急停按钮,01#~03#线接通,测X1端有输入信号(零电位)、但对应输出端14#仍有AC220V电压不能终止。至此,足以证明NBO-914编程板失灵。
原控制系统具有如下各种功能:1.上电后按启动开关,电机带动焊极由始端开始正向运行,同时焊机引弧焊接。2.焊极正向终止自动转向逆程运行,同时熄弧停止焊接。3.焊板返回到正程起始端,自动停止运行。4.无论正程与逆程,途中均可随时手动停止;复位停止开关,焊极又按原方向继续走完剩余进程。5.再次焊接只需再按启动开关即可重复焊接过程。6.左右下压各受控于一只脚踏开关,踏一次压紧,再踏一次放松(开关只有一常开点)。
原机电脑程控板为日本进口,购价昂贵,约四五千元。而购得后尚需相关厂家改写程序。考虑多种不利因素,决定放弃原控制系统,用分立器件完成上述功能。原无级调速器(国产)继续留用。
具体线路设计与改制方法介绍如下,供同行参考。
一、上电待机线路
图1、图2均为正程焊接待机/启动线路,图1中上电时JZ即吸合,其常闭点,JZ(见图3)动开,电机M正程16#线开路,等待启动。
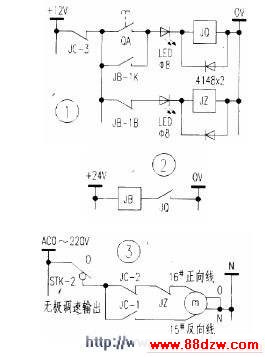
二、正程启动线路
见图1、图2、图3,当按动启动开关QA(图1),JQ吸合,其常开点JQ吸合(图2),JB吸合,其常点JB-1K动合锁定JQ与JB(互锁),同时JB-1B(常闭)动开,(图1)使线圈由待机吸合变为失电释放,其常闭点JZ(图3)复位,0~AC220V调压输出经速停开关STK-2(闭合)-JC -2-JZ-16#线-电机m-接地,电机进入正程运行。与此同时,JB 吸合,JB-2K吸合,图4 中4#、5#线被短接,短路信号使焊机引弧焊接。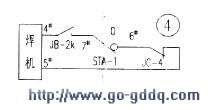
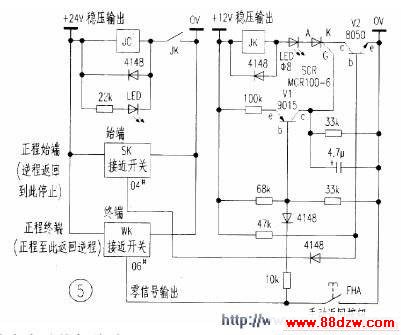
三、焊极正程 结束自动返回、中途手动返回及熄火线路
见图5,焊极正程运行至终端接近开关WK处,06#线输出零电位信号于V1基极,V1导通,可控硅SCR导通,+12V电压经继电器JK-LED-SCR-V2(上电即已导通)射极接零,JK吸合,其常开点JK(图5)动合,+24V电压经JC、动合点JK接零,JC吸合:1.其动合点JC-1闭合(图3),调速电压经速停开关STK-2(闭点)-JC-1-15#线(反向)-电机m-电源零线,电机转入逆程运行(注:正程期间如将手动开关零信号代替O6#线提前输出向V1基极,即可手动返回)。2.JC-3(图1)断开,JQ、JZ相应失电释放,JZ常闭点复位(图3),但因JC-1与JC-2互锁,正向仍然开路。而当反向终止时,JC释放,JC-3恢复常闭,又使JZ吸合,其常闭JZ断开正向电路而重新处于等待启动状态。3.JC-4动开点将焊机引弧线路(图4)的4#、5#线开路,焊机失去短路信号而熄弧。
- 上一篇:自动极化转换器的制作
《如何用分立器件取代氩弧焊机全自动控制电脑编程板》相关文章
- › 如何用分立器件取代氩弧焊机全自动控制电脑编程板
- 在百度中搜索相关文章:如何用分立器件取代氩弧焊机全自动控制电脑编程板
- 在谷歌中搜索相关文章:如何用分立器件取代氩弧焊机全自动控制电脑编程板
- 在soso中搜索相关文章:如何用分立器件取代氩弧焊机全自动控制电脑编程板
- 在搜狗中搜索相关文章:如何用分立器件取代氩弧焊机全自动控制电脑编程板
编辑推荐
- · 自制教室照明节电控制器
- · 双色音乐彩灯的制作
- · 三相交流电机缺相保护器
- · 声光控节能灯的制作
- · 同线电话转呼及互通器电路
- · 超低频信号发生器的制作
- · 自制热转印电路板
- · 警笛发声生器电路
- · 一款节能电路
- · 利用太阳能充电的旅行充电器