


 当前位置:
当前位置:晶圆级CSP装配的底部填充工艺
[09-12 18:49:21] 来源:http://www.88dzw.com PCB设计 阅读:8890次
文章摘要:图5 贴上具有10 mil立高的玻璃片,左上角胶点距离焊盘太近图6和图7是将CSP贴装在PCB上以及胶水固化后的情形,其焊点高度相比未经局部底部填充元件的焊点高大 约l~2 mil。图6 焊球高度为1 0 mil的CSP贴装在PCB上时胶点的情形图7 回流焊接后胶点固化的情形在基板上元件位置四周点胶需要注意的是,起始端和终端不要相连,也就是不要形成封闭图形,以免在贴 装过程中将气体封入元件底部与基板之间的空间,在固化和回流焊接过程中气体进入填料中而产生空洞。图8是在元件四周点胶,材料是Loctite 3509,胶水总重量为45 mg。注意:起始端和终端之间留有约2 mm 的距离,以利于焊接和固
晶圆级CSP装配的底部填充工艺,标签:pcb培训,pcb是什么,pcb软件,http://www.88dzw.com图5 贴上具有10 mil立高的玻璃片,左上角胶点距离焊盘太近
图6和图7是将CSP贴装在PCB上以及胶水固化后的情形,其焊点高度相比未经局部底部填充元件的焊点高大 约l~2 mil。
图6 焊球高度为1 0 mil的CSP贴装在PCB上时胶点的情形
图7 回流焊接后胶点固化的情形
在基板上元件位置四周点胶需要注意的是,起始端和终端不要相连,也就是不要形成封闭图形,以免在贴 装过程中将气体封入元件底部与基板之间的空间,在固化和回流焊接过程中气体进入填料中而产生空洞。
图8是在元件四周点胶,材料是Loctite 3509,胶水总重量为45 mg。注意:起始端和终端之间留有约2 mm 的距离,以利于焊接和固化过程中的排气。
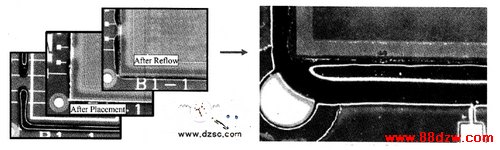
图8 元件四周点胶,贴装和回流焊接,固化之后,胶对元件侧面良好的润湿
(2)回流焊接及胶水固化工艺控制
回流焊接及固化过程是需要控制的重点。在同一回流焊接炉内,必须先完成焊接,然后胶水才能固化。由 于在焊接过程中,元件离板高度有一定程度的降低,所以胶水此时要能够流动。
一般胶水的固化温度为120~165°C固化时间为3~30 min,对于固化时间要求比较长的材料,在过完回流 炉之后,还需要再次加热,保证胶水完全固化。在选择材料时,要充分考虑其固化温度曲线和焊接温度曲线 兼容性的问题,助焊剂活化温度和回流焊接温度高的温度曲线与固化温度低或固化时间短的温度曲线兼容性 就差,此时工艺窗口很窄,要获得满意的装配良率会比较困难。如何设置回流焊接与固化温度参数,以获得 二者兼容的最佳温度曲线。
(3)对四角或四周局部填充的CSP装配可靠性的评估
这里讨论的是CSP装配的热循环可靠性,利用晶圆级CSP,采用不同的装配方式来比较其在热循环测试中的 可靠性。依据IPC-9701失效标准,热循环测试测试条件:
・0/100°C气――气热循环测试;
・20mln一个循环,5 min升温降温,5 min高低温驻留。
测试样品采用不同变量的组合:
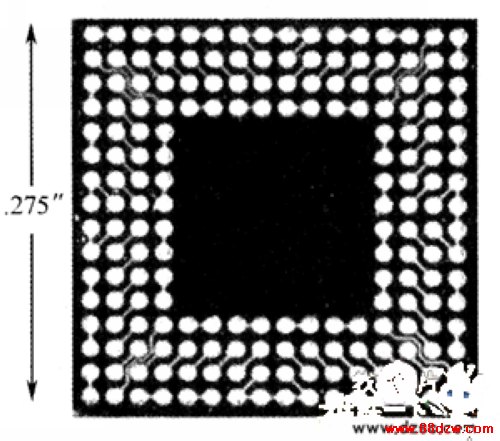
・wLCSP元器件192个焊球,0.4 mm间距;
・焊球材料SnAgCu305;
・焊球直径0.25 mm:
・采用的锡膏SnAgCu305;
・局部填充材料Loctite FP6401,其特性参数如表1所示;
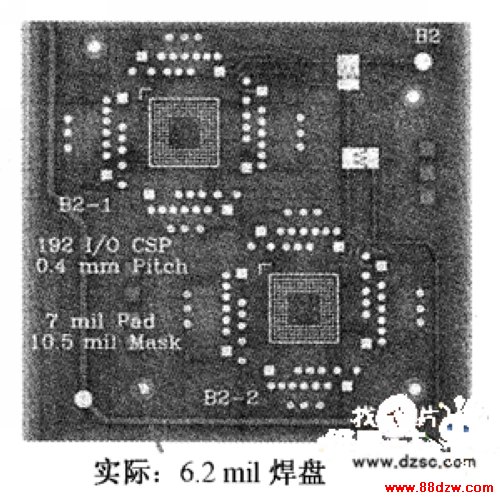
・测试基板厚度为0.062,4层,纤维强化FR4,玻化温度为175℃;
・焊盘尺寸7 mil;
・焊盘表面处理方式采用OSP。
表1 Loctite FP6401部分特性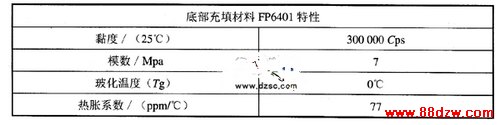
实验采用WLCSP和实验用POD分别如图9和图10所示。
- 上一篇:晶圆级CSP装配回流焊接工艺控制
《晶圆级CSP装配的底部填充工艺》相关文章
- › 晶圆级CSP的返修完成之后的检查
- › 晶圆级CSP的元件的重新贴装及底部填充
- › 晶圆级CSP的焊盘的重新整理
- › 晶圆级CSP的返修工艺
- › 晶圆级CSP装配的底部填充工艺
- › 晶圆级CSP装配回流焊接工艺控制
- 在百度中搜索相关文章:晶圆级CSP装配的底部填充工艺
- 在谷歌中搜索相关文章:晶圆级CSP装配的底部填充工艺
- 在soso中搜索相关文章:晶圆级CSP装配的底部填充工艺
- 在搜狗中搜索相关文章:晶圆级CSP装配的底部填充工艺