


 当前位置:
当前位置:CNC系统的控制软件及其工作过程
[09-13 17:04:00] 来源:http://www.88dzw.com 控制技术 阅读:8927次
文章摘要:将不同字符的处理器程序合并起来需要一张信息表。该表中没一个字符均有相应的一栏。栏中内容包括地址偏移量、在格式标志字中的位数及调用数码转换程序的次数。经过一次的算术和逻辑运算即可以完成译码工作。在进行译码的同时,系统要对零件程序作语法检查,如输入的数字个数是否大于允许值,不允许带负号的地址码是否带了负号等。译码的结果存放在规定的存储区内,存放译码结果的地方叫做译码结果存储器。译码结果存储器以规定的次序存放各代码的值(二进制),且包括一个程序格式标志单元,在该格式标志单元中某一位为1,即表示指定的代码(例如F、S、M……)已经被编入。为了使用方便,有时对G码、M码的每一个值或几个值单独建立标志字。
CNC系统的控制软件及其工作过程,标签:计算机控制技术,工厂电气控制技术,http://www.88dzw.com将不同字符的处理器程序合并起来需要一张信息表。该表中没一个字符均有相应的一栏。栏中内容包括地址偏移量、在格式标志字中的位数及调用数码转换程序的次数。经过一次的算术和逻辑运算即可以完成译码工作。在进行译码的同时,系统要对零件程序作语法检查,如输入的数字个数是否大于允许值,不允许带负号的地址码是否带了负号等。
译码的结果存放在规定的存储区内,存放译码结果的地方叫做译码结果存储器。译码结果存储器以规定的次序存放各代码的值(二进制),且包括一个程序格式标志单元,在该格式标志单元中某一位为1,即表示指定的代码(例如F、S、M……)已经被编入。为了使用方便,有时对G码、M码的每一个值或几个值单独建立标志字。例如,对关于插补方式的G00,G01,G02,G03建立一个标志字,该标志字为0时代表已编入了G00,为1时代表婊入了G01……。
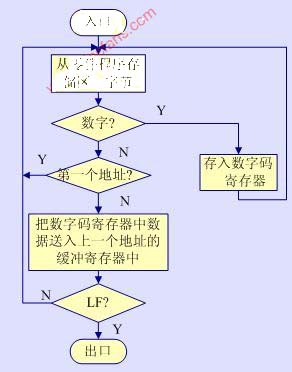
图3-18 译码程序流程图
3、预计算
为了减轻插补工作的负担,提高系统的实时处理能力,常常在插补运算前先进行数据的预处理,例如,确定圆弧平面、刀具半径补偿的计算等。当采用数字积分法时,可预先进行左移规格化的处理和积分次数的计算等,这样,可把最直接、最方便形式的数据提供给插补运算。
数据预处理即预计算,通常包括刀具长度补偿、刀具半径补偿计算、象限及进给方向判断、进给速度换算和机床辅助功能判断等。在第二章中已对刀具半径补偿计算的方法作了介绍。下面仅叙述速度计算及控制。
进给速度的控制方法与系统采用的插补算法有关,也因不同的伺服系统而有所不同。在开环系统中,常常采用基准脉冲插补法,其坐标轴的运动速度控制是通过控制插补运算的频率,进而控制向步进电机输出脉冲的频率来实现的,速度计算的方法是根据编程F值来确定这个频率值。通常有程序延时法和中断法两种。
(1) 程序延时法。程序延时法又称为程序计时法。这种方法先根据系统要求的进给频率,计算出两次插补运算之间的时间间隔,用CPU执行延时子程序的方法控制两次插补之间的时间。改变延时子程序的循环次数,即可改变进给速度。
(2) 中断方法。中断方法或称为时钟中断法,是指每隔规定的时间向CPU发中断请求,在中断服务程序中进行一次插补运算并发出一个进给脉冲。因此,改变中断请求信号的频率,就等于改变了进给速度。中断请求信号可通过F指令设定的脉冲信号产生,也可通过可编程计数器/定时器产生。如采用Z80CTC作定时器,由程序设置时间常数,每定时到,就向CPU发中断请求信号,改变时间常数
就可以改变中断请求脉冲信号的频率。所以,进给速度计算与控制的关键就是如何给定CTC的时间常数
。
在半闭环和闭环系统中,则是采用时间分割的思想,根据编程的进给速度F值将轮廓曲线分割为采样周期,即迭代周期的进给量――轮廓步长的方法。速度计算的任务是:当直线插补时,计算出各坐标轴的采样周期的步长;当插补圆弧时,为插补程序计算好步长分配系数(有时也称之为角步距)。另外,在进给速度控制中,一般也都有一个升速、恒速(匀速)和降速的过程,以适应伺服系统的工作状态,保证工作的稳定性。此内容将在第五章中详细介绍。
4、插补计算
插补计算是CNC系统中最重要的计算工作之一。在传统的NC装置中,采用硬件电路(插补器)来实现各种轨迹的插补。为了在软件系统中计算所需的插补轨迹,这些数字电路必须由计算机的程序来模拟。利用软件来模拟硬件电路的问题在于:三轴或三轴以上联动的系统具有三个或三个以上的硬件电路(如每轴一个数字积分器),计算机是用若干条指令来实现插补工作的。但是计算机执行每条指令都须要花费一定的时间,而当前有的小型或微型计算机的计算速度难以满足NC机床对进给速度和分频率的要求。因此,在实际的CNC系统中,常常采用粗、精插补相结合的方法,即把插补功能氛围软件插补和硬件插补两部分,计算机控制软件把刀具轨迹分为若干段,而硬件电路再在段的起点和终点之间进行数据的“密化”,使刀具轨迹在允许的误差之内,即软件实现初插补,硬件实现精插补。下面以三坐标直线插补为例予以说明。
《CNC系统的控制软件及其工作过程》相关文章
- › CNC系统的控制软件及其工作过程
- 在百度中搜索相关文章:CNC系统的控制软件及其工作过程
- 在谷歌中搜索相关文章:CNC系统的控制软件及其工作过程
- 在soso中搜索相关文章:CNC系统的控制软件及其工作过程
- 在搜狗中搜索相关文章:CNC系统的控制软件及其工作过程