


 ��ǰλ�ã�
��ǰλ�ã���������г�������Զ����ϵͳ��Ӧ��
[09-13 17:00:10] ��Դ��http://www.88dzw.com ���Ƽ��� �Ķ���8556��
����ժҪ��3��2 ���ԭ�� ���������ϵ�������͵��������λʱ��������Ŀ��Ƶ綯���������ƶ���V�Ͳ��ϵ���ɶ���ɵ�������ʱ����λ��Ϊb����ͼ4��ʾ��ͼ��a��ֵ�����Ȳ���֪�����Ӷ��������x=a-b,x��ֵ��Ϊ��ɵĸ߶ȡ�ͨ������ѡ�������ھ��Ĵ�С����֤�����������ƶ���ɵ�ƽ�ƣ�������С���������ɵı��Σ��Ӷ���֤����ɵļ�⾫�Ȳ������Ӱ�졣 ��ͼ4���Կ������ɶ�������������嵱��Ϊ0��1mm����PCL��833����Ϊ4��Ƶģʽ��ϵͳ�����嵱��Ϊ0��025mm����������һ�����ϵͳ�ļ�⾫�ȡ�4 �������� ϵͳ��������VB6��0������������WIN98ƽ̨��ϵͳ������ݹ���
��������г�������Զ����ϵͳ��Ӧ��,��ǩ����������Ƽ���,�����������Ƽ���,http://www.88dzw.com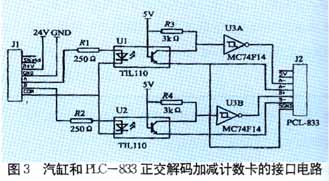
3��2 ���ԭ��
���������ϵ�������͵��������λʱ��������Ŀ��Ƶ綯���������ƶ���V�Ͳ��ϵ���ɶ���ɵ�������ʱ����λ��Ϊb����ͼ4��ʾ��ͼ��a��ֵ�����Ȳ���֪�����Ӷ��������x=a-b,x��ֵ��Ϊ��ɵĸ߶ȡ�ͨ������ѡ�������ھ��Ĵ�С����֤�����������ƶ���ɵ�ƽ�ƣ�������С���������ɵı��Σ��Ӷ���֤����ɵļ�⾫�Ȳ������Ӱ�졣
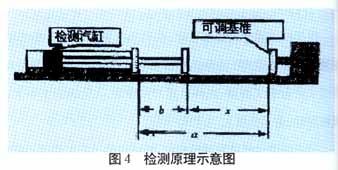
��ͼ4���Կ������ɶ�������������嵱��Ϊ0��1mm����PCL��833����Ϊ4��Ƶģʽ��ϵͳ�����嵱��Ϊ0��025mm����������һ�����ϵͳ�ļ�⾫�ȡ�
4 ��������
ϵͳ��������VB6��0������������WIN98ƽ̨��ϵͳ������ݹ��ܷ�Ϊ��������������������������������ѯ����������������������ӡ��ģ�顣���п������ͼ���ģ��Ĵ���ͨ�������л�I��Oģ���Դ�����������ʵ�֡��ڶ�PCL-833����ģ�����ֵ����ʱ��Ϊ��֤�������ȡ����������ֳ�������ɵ��ۼ�����ÿһ�ο�ʼ���ǰ�ȵ����ӳ���Լ���ֵ��λ��Ȼ�������һ�ӳ���ȡ����λ����ʼ��⡣
�ڶ�̬�������У����趨Ϊ1s�Ķ�ʱ����ɶ�������ֵ����ˢ�£��Ӷ��ﵽ��̬��ʾ��Ч�����ڼ������в���ʱ��Ͷ����仯ֵƫ�������������϶Լ������жϡ�
����ͼ��ͼ5��ʾ����
��
5 ������
�ü���豸��ij���������Ͷ��ʹ�ã���һ���Ӧ��ʵ��֤����ϵͳ�ĸ���ܺͼ���ָ����ﵽ���Ҫ��������ɼ��ľ��Ծ���С��0.1mm����ϵͳ��ʹ�ü���ؼ����˼����˵��Ͷ�ǿ�ȣ�������Ͷ������ʡ�
�ο����ף�
�ۣ���SMC Corpoation.SMC best pneumatics catalog application version 1.0E Copyinght(c)�ۣӣݣ�1998
�ۣ���PCL-833 3-axis quadrature encoder and counter card user's manual�ۣӣݣ�ADVANTECH Co;LTD
�ۣ���Advantech 32-bit DLL Drivers Developer's Reference CD-ROM Edition�ۣӣݣ�ADVANTECH Co;LTD
�ۣ��ݣ�����Darwin Boyle,�ȣ���������Ѧ����,����.Visual Basic 4 ������Աָ�ϣۣͣݣ���������е��ҵ�����磬1997
����������г�������Զ����ϵͳ��Ӧ�á��������
- › ��������г�������Զ����ϵͳ��Ӧ��
- �ڰٶ�������������£���������г�������Զ����ϵͳ��Ӧ��
- �ڹȸ�������������£���������г�������Զ����ϵͳ��Ӧ��
- ��soso������������£���������г�������Զ����ϵͳ��Ӧ��
- ���ѹ�������������£���������г�������Զ����ϵͳ��Ӧ��
- ���칦��
- ��Ƭ��ѧϰ
- ��س����
- ��ѹ��Դ
- �Զ�����
- ����������
- �ƹ���Ƶ�·
- ��·���
- PCB���
- CAD CAM
- ����ư�
- ��е�ӹ�
- ʴ����ӡ
- �Ʋ�Ϳ��
- ��·����Ƭ
- ��ҵ��
- �繤����֪ʶ
- ��������
- ��������
- ���ӻ���֪ʶ
- �������
- ��ȫ����֪ʶ
- ¥�����
- ���ӵ�
- ���ܽ���
- �ۺϲ���
- ��Ϣ��ʾ���缼��
- �ӿڶ���
- �����
- EDA/PLD
- ��������EMC
- ������
- ��·����
- ���ɵ�·
- RF��Ƶ
- armǶ��ʽ
- ��Դ����
- FPGA
- ���Ƽ���
- Ƕ��ʽϵͳ
- ģ����Ӽ���
- �������
- ���ӵ�·ͼ
- ��������
- �� ������ʽ��ת��������λ�Ƽ���е�Ӧ��
- �� ���س������ʵ��
- �� ���س�����̼���
- �� �����FeatureCAM�з�����ת���
- �� MAX1233/MAX1234����������������
- �� ˫���Կ������ַŴ���-Dual-Polarity Ampli
- �� ʹ��MAX3100UART����PIC�������м���USB
- �� Choosing the Right RS-232 Tran
- �� �Զ������豸��Ԥ��-Automatic Test Equip
- �� ��ЧӦ�ܵ�ʶ�����û��ж�