


 当前位置:
当前位置:一种基于运动控制卡的数控专用机床
[09-12 12:16:56] 来源:http://www.88dzw.com 电路基础 阅读:8709次
文章摘要:采用VC++编写下层控制程序,VB 开发操作界面,通过DDE 传递控制命令,提高了系统的稳定性和直观性,如图2 所示。图 2 硬件结构采用标准工业控制用计算机,操作面板的功能包括急停,电机的手动起停等操作,利用触摸屏来实现。运动控制卡采用美国Galil 公司的DMC-18X2 运动控制卡,伺服控制器采用日本松下公司产品,同时向控制卡提供编码器反馈信号。该编码器为2500 脉冲/转,经过伺服控制器四倍频后,即10000 脉冲/转,提供给控制卡。光栅尺的选择根据加工精度要求,采用1000 脉冲/毫米产品,行程200 毫米。接口卡美国Galil 公司配套产品,提供对按钮、编码器、急停、故障等的接线。
一种基于运动控制卡的数控专用机床,标签:电子电路基础,模拟电路基础,http://www.88dzw.com采用VC++编写下层控制程序,VB 开发操作界面,通过DDE 传递控制命令,提高了系统的稳
定性和直观性,如图2 所示。

图 2 硬件结构
采用标准工业控制用计算机,操作面板的功能包括急停,电机的手动起停等操作,利用
触摸屏来实现。运动控制卡采用美国Galil 公司的DMC-18X2 运动控制卡,伺服控制器采用日本松下公司产品,同时向控制卡提供编码器反馈信号。该编码器为2500 脉冲/转,经过伺服控制器四
倍频后,即10000 脉冲/转,提供给控制卡。光栅尺的选择根据加工精度要求,采用1000 脉冲/毫米产品,行程200 毫米。接口卡美国Galil 公司配套产品,提供对按钮、编码器、急停、故障等的接线。
5 软件设计
软件平台采用Windows 操作系统,VC++开发运动控制程序,VB 开发界面,分为拉丝和
磨光两个主要画面,采用DDE 方式进行VC 和VB 之间的通讯,。其功能包括板卡初始化,接
通电源,各个轴的运动起点和终点确定,对丝,拉丝,磨光等几个步骤。
5.1 运动控制模块的设计
针对以上各种功能和控制卡的特点,控制程序采用VC++编制,模块化程序设计,提高了系统的稳定性。系统的框图如下:
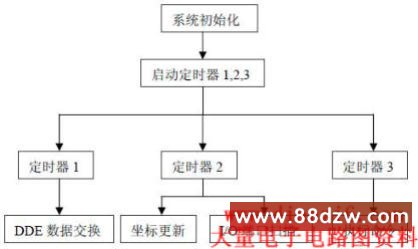
图 3 系统框图
5.1.1 DDE 模块
作为DDE Server,负责与向界面提供各种状态指示,以及传送来的各种命令的解释,
及时把各个轴的坐标数据发送给VB。该模块的定时扫描周期为100 毫秒。
在实际应用中,由于界面与控制程序分属于不同的程序,因此二者之间存在着同步的问
题,我们在控制程序中设立了状态指示字,用于指示、更新当前的运动状态。
利用DDE 的XTYP_EXECUTE 会话方式,由客户端发送命令到服务器端,由于传送命令较
多,我们定义了数据传送格式,以区别不同命令。

其中前面三位ABC 是命令码,代表命令的类型,编码从001 开始,依次累加,后面以”,”
分割,然后是该命令的运动参数,比如点动命令的不同方向等。有的命令参数不止一个,可
以依次扩充,最后以”*”结束。
例如:C 轴点动命令,命令码是016 ,可以有两个方向的运动,因此它的命令形式为:
016,0 *。0 代表顺时针方向。
5.1.2 命令处理模块
负责实时监测DDE 传送来的各种命令,然后执行不同的子模块,包括点动、拉丝、磨光、开停电机等等。该模块是运动控制程序的核心部分,所有命令都通过此程序执行。定时扫描周期为100 毫秒。
5.1.3 坐标更新模块
实时监测各个轴的反馈脉冲值,然后进行计算,得到坐标位置,同时得到该轴的运动方向等参数,更新坐标轴位置。更新周期同样为100 毫秒。
5.1.4 端口扫描模块
对数字量输入端口定时进行扫描,包括急停、电机按钮、伺服控制器故障等信号的处理。更新周期100 毫秒。
5.1.5 故障诊断模块
包括对程序自身正在进行的操作的状态指示,接收DDE 命令的历史记录显示,以及发送
给控制卡命令的记录显示,向操作人员提供故障诊断信息。
5.2 关键算法的处理
5.2.1 磨辊的分度
磨辊的表面一周分布有数百条凹槽,设为n,实际应用中,磨辊转动一周的脉冲数是固
定的,假设为P,当然P/n 一般不会得到整数,设
N = floor(P/n) 即N 为不超过P/n 的整数,代表每一个凹槽所占有的脉冲数,设
R = P – N*n
即R 代表多出的脉冲数,问题转化成为如何处理R 个脉冲。一般情况下,N>>1,而R<N,
因此我们可以把R 个脉冲均分到n 个凹槽中,实际上,我们采取把R 个脉冲分到了从1 开始
- 上一篇:补码加、减运算规则
《一种基于运动控制卡的数控专用机床》相关文章
- › 一种基于Modelsim FLI接口的协同仿真技术
- › 一种基于S7-200 PLC的位置控制器研究设计
- › 一种基于CPLD的声发射信号传输系统设计
- › 一种基于FPGA的VGA图象信号发生器设计
- › 一种基于H.264的快速运动估计算法
- › 一种基于FPGA的多路视频通道控制系统设计
- 在百度中搜索相关文章:一种基于运动控制卡的数控专用机床
- 在谷歌中搜索相关文章:一种基于运动控制卡的数控专用机床
- 在soso中搜索相关文章:一种基于运动控制卡的数控专用机床
- 在搜狗中搜索相关文章:一种基于运动控制卡的数控专用机床
编辑推荐
- · 什么是系统仿真
- · 什么是CPCI
- · 英特尔 Parallel Composer入门
- · 什么是支持数据库,什么是中宏数据库
- · 什么是数据交换技术
- · 什么是内部数据传输率
- · 什么是空间数据交换中心
- · 什么是差异备份
- · 什么是备份集
- · 什么是映像备份
- · IGBT模块
- · 什么是24脉波整流变压器
- · 自动变速器不能强制降挡故障原因、诊断与排
- · 什么是MD机
- · 中心频率,什么是中心频率
- · 功率单位mw和dbm的换算表
- · 中值滤波模块设计思路
- · 反馈振荡器的原理
- · 气体激光器简介
- · 数制与进位记数法