


 当前位置:
当前位置:锡膏印刷工艺控制
[09-12 18:51:44] 来源:http://www.88dzw.com PCB设计 阅读:8461次
文章摘要:图7 刮刀材料――印刷速度的影响(2)锡膏的印刷工艺因为通孔充填的可变性,钢网开孔在PTH上的置放是非常重要的。如果网孔偏移PTH边缘,可以观察到 通孔充填的变化高达⒛%。在设计网板穿孔时,重要的是要考虑刮刀的印刷方向。对于较小直径PTH, 这种作用更明显,并且归因为两列PTH上的穿孔间隙不均衡。焊膏有差别地充填穿孔,这使得邻近的两 列PTH通孔充填状况不同。如果将印刷方向旋转90°,便可消除这种作用,使用该印刷方向,穿孔在PTH 上的间隙是均匀的。如图8所示。图8 通孔充填可变性示意图相邻印锡间距对于在回流焊时保持分开的焊膏沉积、避免焊料不足等方面是十分重要的。分开的印锡 是另一项基本工艺要
锡膏印刷工艺控制,标签:pcb培训,pcb是什么,pcb软件,http://www.88dzw.com图7 刮刀材料――印刷速度的影响
(2)锡膏的印刷工艺
因为通孔充填的可变性,钢网开孔在PTH上的置放是非常重要的。如果网孔偏移PTH边缘,可以观察到 通孔充填的变化高达⒛%。在设计网板穿孔时,重要的是要考虑刮刀的印刷方向。对于较小直径PTH, 这种作用更明显,并且归因为两列PTH上的穿孔间隙不均衡。焊膏有差别地充填穿孔,这使得邻近的两 列PTH通孔充填状况不同。如果将印刷方向旋转90°,便可消除这种作用,使用该印刷方向,穿孔在PTH 上的间隙是均匀的。如图8所示。
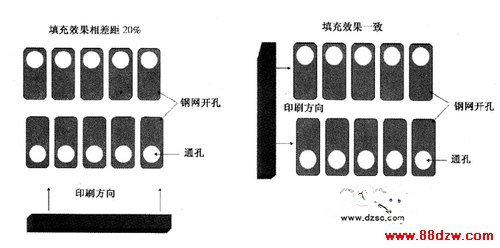
图8 通孔充填可变性示意图
相邻印锡间距对于在回流焊时保持分开的焊膏沉积、避免焊料不足等方面是十分重要的。分开的印锡 是另一项基本工艺要求。如果相邻印锡碰在一起,最热点将从其他区域吸收焊料,而分开的印锡则不会 发生这种现象。焊膏加热时有坍塌或溢散的趋势,并且黏度降低。坍塌量大体是特定锡膏的函数,可进 行统计方式设计实验来将印锡区域、高度及焊膏配方与相邻印锡间距联系起来,便开发一个改良的温度 曲线,使焊膏图案保持到达到回流温度之前,再检查网板的坍塌程度和网板穿孔,从而建立网板间距设 计指引。一般要求钢网开孔边缘离附近的表面贴装焊盘和微孔至少有12~15 mil的空间。
根据THR体积模型中的几种变量,如果网板开孔位于通孔之上,PTH将不同程度地充填焊膏。焊料体积 的余额(PTH必需的量)必须被印在PCB表面上。超出0.35 in的焊膏被印在线路板表面,在回流焊接过 程中可以成功地进行回流焊并形成互连。
当印刷区域受限或者使用薄网板时,孔充填尤为重要。多列组件会限制印刷开孔的面积;另外,必须 包含列至列间距也会进一步影响该面积。但通孔内锡膏的填充量是十分重要的。
如果电镀保持孔等特大孔在其整个直径范围不应有完全的网板开孔,如果必须焊接保持特征,应该使 用分解饼形。圆形区域应该分裂成4个饼形部分,在孔的边缘形成倾斜:或者如果空间允许,将保持孔 完全封闭,并完全套印焊膏敷层。
如图9所示。
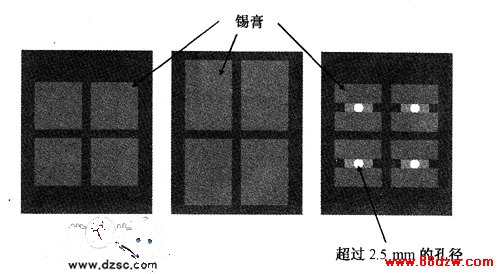
图9 通孔焊膏印刷
欢迎转载,信息来源www.88dzw.com(www.88dzw.com)
- 上一篇:通孔回流焊接组件设计和材料的选择